Investment Casting and Lost Wax Casting
CSMFG provides investment casting, also called lost wax casting, for complex metal parts that need close tolerances, smoother surfaces, and lower tooling cost than many die casting projects. Stainless steel and other metals can be reviewed.
Sodium Silicate Investment Casting
1. The coasting bond brushed on the pattern surface is water glass in this process.
2. Compared with the sand castings, parts made with lost wax casting(water glass) have better surface quality (surface roughness to 12.5 microns) and higher dimensional accuracy.

Silica Sol Investment Casting
1. The coasting bond brushed on the pattern surface is silica sol in this process.
2. Parts made with lost wax casting(silica sol) have the tolerances are 0.1 mm for the first 25 mm (0.005 in for the first inch) and 0.02 mm for the each additional centimeter (0.002 in for each additional inch).
3. A standard surface finish is 1.3 – 4 microns (50 –125 μm). Compared with the water glass process, parts made with lost wax casting(silica sol) have excellent surface finish and higher dimensional accuracy.

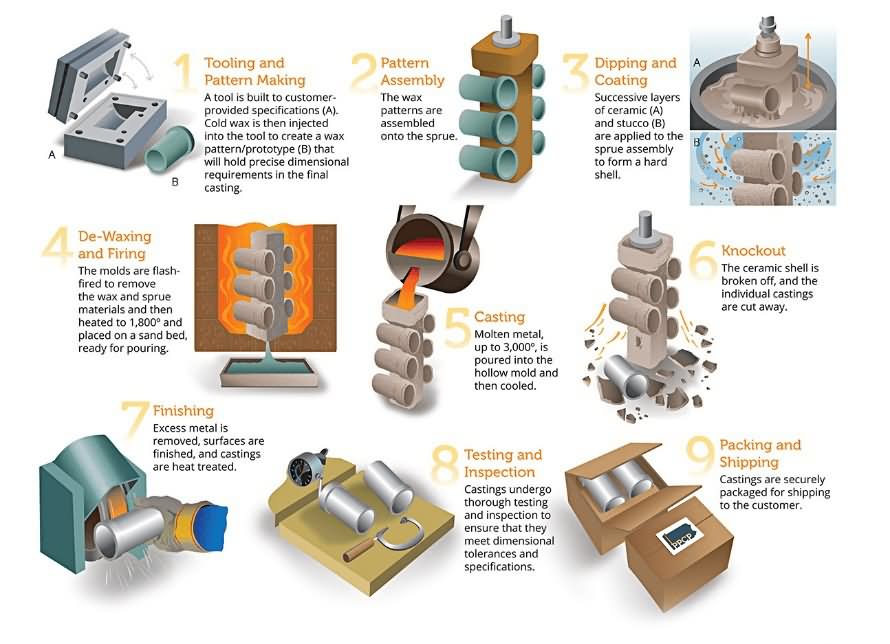
The Process of Investment Casting
Main Steps:
1.Produce a master pattern
2.Create a mold
3.Produce wax patterns
4.Assemble wax patterns
5.Apply investment materials
6.Dewaxing
7.Pouring
8.Divesting
(The detail picture is showing on the right.)
The Advantages of Lost Wax Casting

Excellent surface finish
High dimensional accuracy
Extremely intricate parts are cast able
Almost any metal can be cast
No flash or parting lines
Some samples of our investment casting production




Distinct benefits of working with us:
Clear engineering communication in English and German, which is vital prerequisite for manufacturing projects

One-stop shopping for projects that require multiple manufacturing processes, from metal fabrication to plastic molding.

Strong process control, high quality standards, and a large and dedicated QC team

Best price in China through manufacturing excellence and economy of scale.
Manufacturing Buyer Guide
CSMFG provides investment casting, also called lost wax casting, for complex metal parts that need close tolerances, smoother surfaces, and lower tooling cost than many die casting projects. Stainless steel and other metals can be reviewed.
Process Overview
- Casting drawing review
- Wax pattern and shell method selection
- Sample casting
- Machining or finishing
- Inspection and production
Proof Point
The page explains sodium silicate and silica sol investment casting and notes better surface quality and dimensional accuracy than sand casting.
Manufacturing Specs for RFQ Review
For faster sourcing decisions, include the commercial context as well as the drawing package: target unit cost, expected order frequency, approval steps, packaging needs, destination market, and any standards the part must satisfy. This helps CSMFG compare tooling cost, process risk, inspection level, and production routing before quoting.
Buyers should also identify the part's end use, failure risks, cosmetic surfaces, and any regulatory or customer-specific requirements. Those details help align sampling, inspection reports, packing methods, and long-term production controls.
| Materials | Stainless steel, carbon steel, alloy steel, and other castable metals selected by application, corrosion needs, and mechanical requirements. |
|---|---|
| Tolerances | Tolerance depends on alloy, part geometry, casting method, shell process, shrinkage, machining allowance, and surface finish target. |
| Batch sizes | Useful for small to medium complex castings, especially where geometry is difficult to machine or tooling cost must stay controlled. |
| Lead times | Lead time depends on tooling, shell process, alloy, heat treatment, machining, surface finishing, and sample approval. |
| QC checks | Surface inspection, dimensional checks, material verification, sample approval, machining checks, and final inspection before shipment. |
| RFQ requirements | Send drawings, CAD files, alloy, finish, tolerance notes, annual volume, machining allowance, and target application. |
Related Manufacturing Processes
Buyer FAQ
What is investment casting?
Investment casting uses wax patterns and ceramic shells to cast complex metal parts with good surface quality and dimensional accuracy.
When is lost wax casting useful?
It is useful for small complex parts that would be difficult or expensive to machine from solid material.
Can castings be machined after casting?
Yes. Investment castings can include machining, heat treatment, polishing, coating, and inspection.